首页
|
新闻
|
新品
|
文库
|
方案
|
视频
|
下载
|
商城
|
开发板
|
数据中心
|
座谈新版
|
培训
|
工具
|
博客
|
论坛
|
百科
|
GEC
|
活动
|
主题月
|
电子展
注册
登录
论坛
博客
搜索
帮助
导航
默认风格
uchome
discuz6
GreenM
»
MCU 单片机技术
» MEMS划片技术的现状与技术革新
返回列表
回复
发帖
发新话题
发布投票
发布悬赏
发布辩论
发布活动
发布视频
发布商品
MEMS划片技术的现状与技术革新
发短消息
加为好友
我是MT
当前离线
UID
1023166
帖子
6651
精华
0
积分
3328
阅读权限
90
来自
燕山大学
在线时间
230 小时
注册时间
2013-12-19
最后登录
2016-1-5
论坛元老
UID
1023166
性别
男
来自
燕山大学
1
#
打印
字体大小:
t
T
我是MT
发表于 2015-9-24 19:05
|
只看该作者
MEMS划片技术的现状与技术革新
信息技术
,
高科技
关键词:
MEMS
MEMS
主要包括微型机构、微型
传感器
、微型执行器和相应的处理
电路
等几部分,是在融合多种微细加工技术,并应用现代信息技术的最新成果的基础上发展起来的高科技前沿学科。MEMS是一种全新的必须同时考虑多种物理场混合作用的研发领域,相对于传统的机械,它们的尺寸往往在微米和亚微米量级。制造上主要采用以Si为主的材料、
集成电路
(IC)的加工技术,可以在Si片指定位置上进行蚀刻或生长附加材料层,从而形成一个特殊的功能结构。MEMS芯片有的带有腔体和薄膜、有的带有悬梁,这些微机械结构容易因机械接触而损坏、因暴露而沾污,特别是表面工艺加工的器件,在很薄的薄膜上批量加工,结构强度就更低,能承受的机械强度远远小于IC芯片。
基于MEMS结构和特性,MEMS划片比起典型的IC划片或其他微
电子
元件的划片更加困难,也对划片设备和划片工艺提出了更高的挑战。
1 传统的划片方法
传统的划片都是通过划片砂轮的高速旋转研磨来完成对Si片的切断,这种切割方法必然要伴随冷却和清洗的较高压力的水流、划片刀和Si片接触产生的压力和扭力、以及切割下来的Si屑对Si片本身造成的污染,而这几点都对MEMS产品造成了致命的威胁。众所周知,MEMS大都含有薄膜、高深宽比的结构,无法抵挡划片和清洗时的水流冲击。此外,MEMS器件中常含有对污染物敏感的元件,只要这些元件受到轻微的污染,就可能导致整个MEMS的失效(例如MEMS麦克风)。另外,一些MEMS产品对静电放电(ESD)特别敏感(如静电执行器),有可能会造成自发的ESD失效。还有一种MEMS对划痕的崩边要求特别高(如影像传感器),少许的崩边就有可能造成器件失效。
在当前的工艺中,为了消除划片中由于污染和元件脆弱性及敏感性对器件可靠性的影响,通常会采用以下几种方法:
(1)在MEMS器件上加永久的保护层,从而在MEMS和恶劣的划片环境间形成一个物理屏障。这样能够防止MEMS器件被Si屑污染,保护器件在切割和随后的清洗中不受水流和气流的冲击。这种构建永久保护层的方法有一个致命缺点,就是对一些需要接收超级敏感信号的MEMS,这种方法会造成敏感度的降低。
(2)构建一个具有保护作用的临时层,在划片和清洗时将MEMS器件覆盖,之后用化学的方法去除或冲洗掉临时层。这很好地保持了MEMS本身的敏感性,从而得到了大量的应用。
但是为了放置永久的保护层或者构建可去除的临时防护层都需要额外的制造步骤和工艺,这就需要额外的设备和耗材,浪费了大量的人力和物力。并且这些措施也不能完全消除切割过程对MEMS的损害,导致成品率的下降,这就增加了制造器件的总成本,成了限制MEMS产品价格的瓶颈。
为了减少切割过程中对MEMS的损伤,工程技术人员想出了很多办法:采用气浮导轨和磁力马达或加装震动传感器来控制划片过程中的振动;改造切割和清洗的喷嘴装置,由“水流”喷嘴装置改为“雾化”喷嘴装置,减少了水流对MEMS的损伤,同时提高清洗的效果;增加CO2发泡机来降低DI水的阻抗值,使静电荷远离进行划片的晶圆,并且增加离子发生器来清除机械移动所产生的静电;增加一个即时的磨刀程序,定期修正刀锋边缘的形状,同时使划片刀去除超载的堆积物,以使划片刀一直处于最佳的切割状态等很多方法,但所有这些方法都不能解决研磨划片对MEMS的损伤,从而限制了成品率的提高。
2 技术的革新
随着科技的发展,越来越多的新技术应用到
半导体
制造设备中来,特别是激光划片技术的成熟应用,促成了MEMS划片工艺的技术飞跃,提高了产品的成品率,简化了制造流程,降低了MEMS制造的成本。在当前的技术条件下,激光切割技术主要有湿式和干式两种。
2.1 湿式激光切割
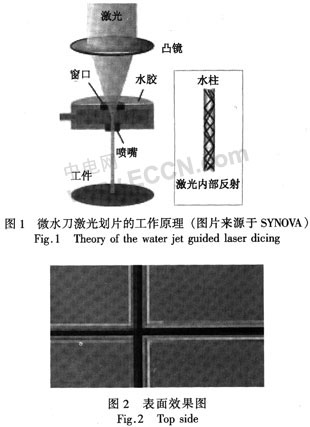
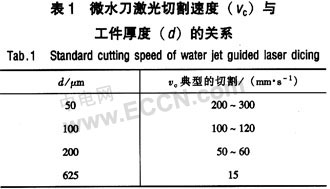
湿式激光切割的典型代表是微水刀激光技术。其融合了激光束和水刀的混合切割工艺,通过如发丝般纤细的水射流将激光束引导到晶圆上。利用空气和水的折射率之间的区别,激光束可以在空气一水的界面全反射,原理类似光纤(如图1)。由于在工件上和工件之外实现了零偏差,因此促进了多孔材料或分层材料的精确切割。此外,与标准的划片方式相反,微水刀激光技术使用水射流来冷却材料表面,避免了材料表面的热损伤,从而获得了理想的保护,减少了崩边的发生(见图2)。同时,水流也形成了一个自然的保护层,减少了附着和污染。
微水刀激光的特点使之很适合MEMS划片。即使其加工速度很快也能确保高品质的切割。切割速度受MEMS厚度影响;材料越厚,需要的激光脉冲能量越大。表1显示其切割Si的典型速度,取决于晶圆厚度。之所以能做到没有厚度限制,原因在于切割某一厚度晶圆的最大速度取决于激光的脉冲重复率、平均功率和峰值功率。再薄也可切,且越薄越快。比较各类划片技术的另一重要参数是切割边缘的破坏强度大小,机械变形会导致晶粒破裂。不少应用表明微水刀激光对晶圆边缘造成的损伤远小于传统刀片划片。
微水刀激光的上述特性大幅度提升了器件的成品率和UPH(每小时产出量),为MEMS的划片增添了一种可靠的选择。
但因为在切割过程中有水流和Si屑的存在,使得在切割前还必须构建永久或临时的保护层。另外,使用微水刀激光技术切割MEMS Si片,还必须使用一种不会被激光切穿、却能让水流穿过的特殊胶带“激光胶带/LaserTape”用于贴片,这种胶带成本比较高昂,而且种类比较少,这也限制了封装企业的选择,抵消了一部分良率提高所降低的成本。
2.2 干式激光切割
目前市场上有很多厂家生产很多不同功能的干式激光切割机,但实际上能应用到半导体划片的只有不可见激光切割技术(切割后Si片表面和背面都看不到切痕)。
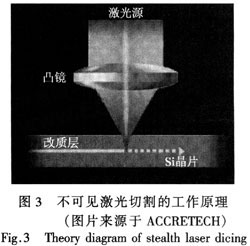
这种激光划片技术运用多光子吸收的光学损伤现象——当聚焦在材料内部的激光强度迅速增强材料即被加工,从而在材料内部形成一个改质层,使材料由结构紧凑、结合紧密的不易于分断的整体改变成结合松散、易于分断的脆弱整体(如图3),然后通过扩张贴片膜,利用贴片膜扩展时的张力使每个芯片分开。
由于这种特殊波长和频率的激光作用到Si片上的能量只有几瓦甚至是毫瓦级,划片完成后,只是在Si片内部形成改质层,在表面和内部都没有熔融材料,用眼睛也几乎看不到刀痕。通常会采用
红外
线显微镜(
IR
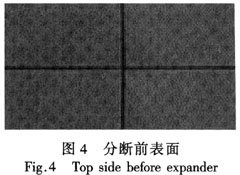
Camera)来观察Si片的切割痕迹(如图4所示)。在红外显微镜下,通常改质层的宽度只有1~2μm,这为芯片制造商缩小划片道宽度,增加单位面积芯片数量以降低成本提供了较大的空间。目前应用的最小划道宽度只有20μm。
当Si材料被激光加工时,这种激光几乎没有热损伤,所以材料不需要冷却,整个划片过程都是在完全干燥的环境中进行。同时不产生熔融材料,所以材料表面完全没有沾污,这也很好地解决了MEMS怕沾污的问题。
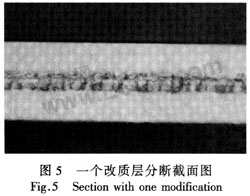
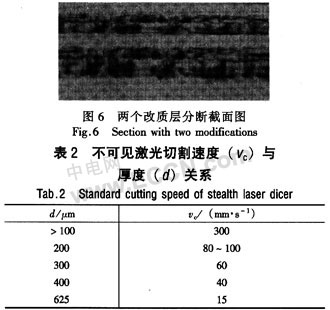
这种激光切割方法可以实现很高的切割速度,且Si片越薄,效率越高。当Si片较薄时,较少的改质层(如图5)就可以分断芯片,而Si片较厚时,就需要在同一个截面、不同的位置增加更多的改质层来减少芯片间的连接力,使芯片易于分断(如图6)。所以这种划片方法是没有厚度限制的,每个改质层可以有相同的速度,这种速度可以达到300 mm/s以上,芯片厚度决定所需改质层的多少,改质层的多少决定划片的折合速度见表2。
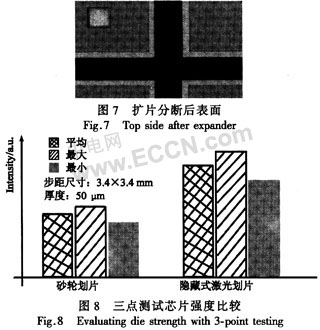
激光加工完成后,由于材料基本上还是一个完整的整体,不能直接拿到抓片机上进行抓片,而必须经过一个扩片的过程,以使相临的芯片之间有合适的距离来满足抓片机的抓片要求。通常的扩片方法是扩片盘上升使贴片膜扩张,因为有改质层的部分结合比较松散,轻微的张力就能使其断开,所以随着帖片膜的扩张,芯片就被分开,分开后断面光滑整洁,没有崩边(如图5、6、7所示)。运用这种加工方式,芯片断面无微裂口和裂隙产生。试验表明,与刀片划片方法相比,芯片的机械强度要高出很多(如图8)。
因为此种划片方法是在非接触的、完全干燥的环境中进行,完全没有熔融材料,没有污染源,没有机械损伤,所以不需要构筑保护层,这即保持了MEMS产品的敏感度,提高了MEMS的品质,又简化了制造工艺,降低了生产成本。
3 结论
MEMS的应用越来越广泛,人们对MEMS尺寸、敏感度、品质提出了越来越高的要求,使得传统的划片方法越来越不能满足当前的需求,新的激光技术的应用,为MEMS划片开拓出一片崭新的前景,提高了MEMS划片的成品率,降低了MEMS的生产成本。不久的将来,不可见激光划片方法必将取代传统的划片方法成为MEMS划片的主流。
收藏
分享
评分
回复
引用
订阅
TOP
返回列表
电商论坛
Pine A64
资料下载
方案分享
FAQ
行业应用
消费电子
便携式设备
医疗电子
汽车电子
工业控制
热门技术
智能可穿戴
3D打印
智能家居
综合设计
示波器技术
存储器
电子制造
计算机和外设
软件开发
分立器件
传感器技术
无源元件
资料共享
PCB综合技术
综合技术交流
EDA
MCU 单片机技术
ST MCU
Freescale MCU
NXP MCU
新唐 MCU
MIPS
X86
ARM
PowerPC
DSP技术
嵌入式技术
FPGA/CPLD可编程逻辑
模拟电路
数字电路
富士通半导体FRAM 铁电存储器“免费样片”使用心得
电源与功率管理
LED技术
测试测量
通信技术
3G
无线技术
微波在线
综合交流区
职场驿站
活动专区
在线座谈交流区
紧缺人才培训课程交流区
意见和建议